
折彎模具這樣選用,絕對好!
專欄:行業資訊
發布日期:2021-04-13
閱讀量:3706
作者:
收藏:
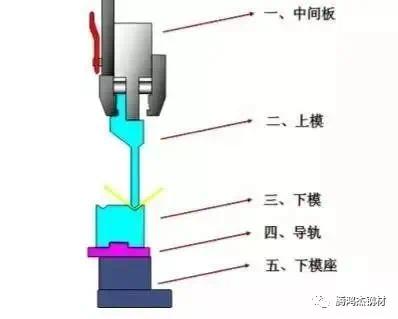
1折彎模具
一般的模具分為中間板、上模、下模、導軌、下模座等,這類模具通用性強,大部分加工都可以完成。
2折彎模具的選擇
加工不同的零件需要使用不同的模具,首先要對機床和模具的加工參數有所了解,才能選擇相互匹配的模具。
機床參數有:行程、加工能力、開口高度、中間板類型等;模具參數有:上模模柄型式(和中間板匹配)、耐壓噸位(最大折彎壓力)等;
A關于機床參數的選擇
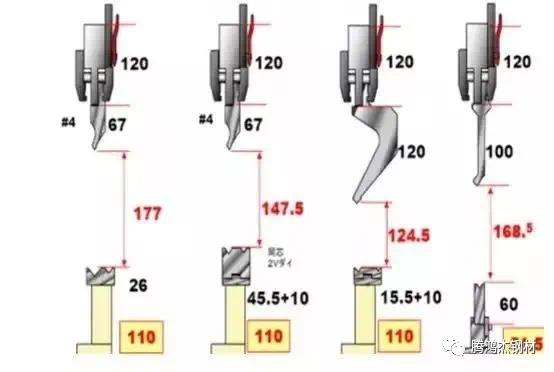
1、模具高度的選擇
行程(mm)=開口高度—中間板高度—上模高度—下模座高度—(下模高度—0.5V+t) t為板料厚度(mm)
在下模座選擇的時候也要注意下模座有多種高度,不同高度的模座用來配合不同的加工。
使用不同的模具組合可以獲得不同的模具組合高度,用來加工不同的零件。
B關于模具參數的選擇
1、上模模柄形式
上模的模柄有3種形式以配合不同的中間板
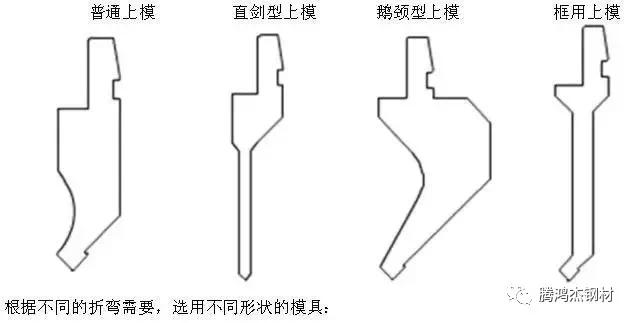
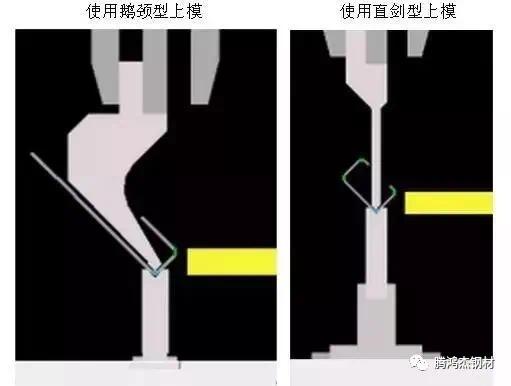
2、上模形狀
常用標準形狀上模有:
3、上模尖端R角及尖端角度 上模常用的尖端R角有:
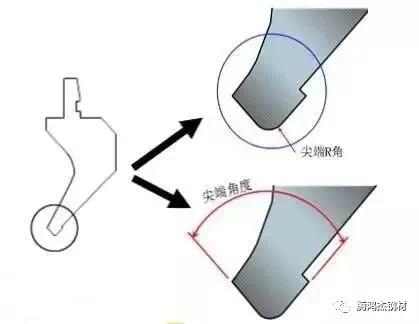
(1)0.2R (2)0.6R (3)0.8R (4)1.5R (5)3.0R
選用合適的尖端R:一般3mm以下使用R0.6。
標準上模的尖端角度有:90度、88度、86度、60度、45度、30度;等。
模具的夾角要小于加工角度,例如,我們折彎工件為90°,使用88°夾角模具。
4、下模形式
一般的下模有單V和雙V的區別,在這兩種類型中還有分割和整段之分,不同的模具類型適合不同的加工需要。
一般來說,單V的比雙V的模具加工用途廣,分割的比整段的模具用途廣。我司使用下模一般為雙V和三V。
5、 下模V寬、V槽夾角
下模V槽的選擇和材料厚度(T)的關系:

C:模具材料選擇
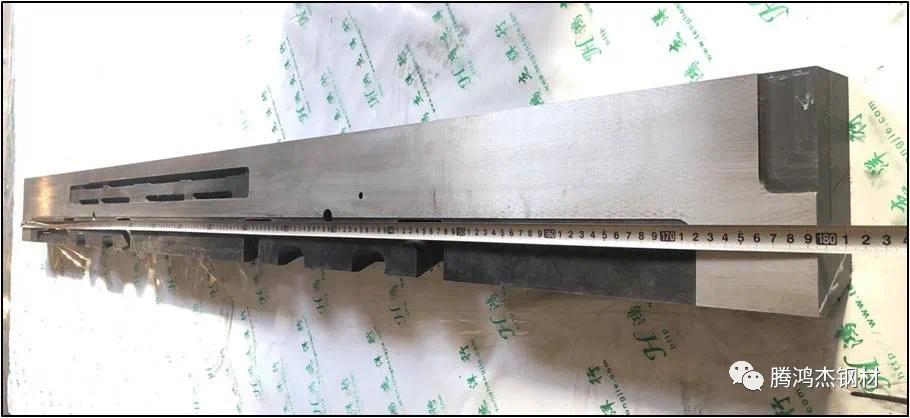
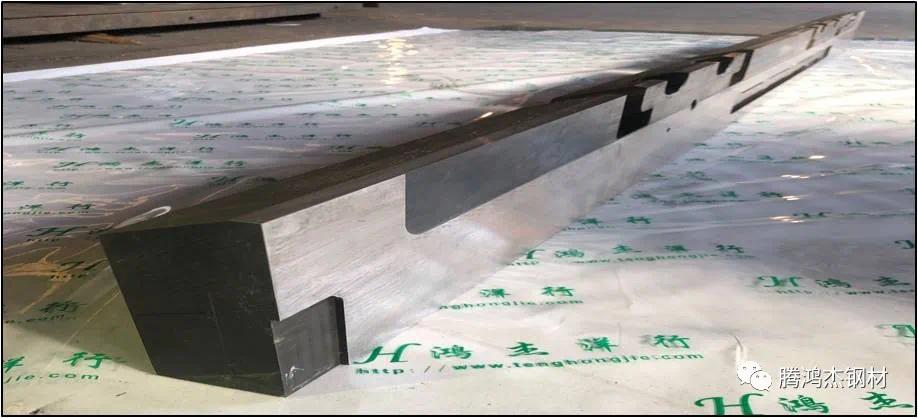
折彎成型模具通常尺寸較為修長,傳統模具材料粗加工后進行熱處理,細長的折彎模具變形量較大,二次精加工耗時、成本高、變形、開裂風險大,長條模具的工藝成本遠遠高于材料成本,推薦選擇瑞典TOOLOX拓達鋼預硬無需熱處理,幾乎不變形,超高韌性和尺寸穩定性,無需二次加工,經濟效益明顯,下圖國內某品牌冰箱折彎成型模具成本比較。
長條模具


說明:以上部份信息來源于網絡,如有涉及侵權,我們深感歉意,并立即處理!
上一頁:鋼的回火脆性及其對策
下一頁:1000噸沖床平臺板
0757-22386444
騰鴻杰鋼材前海股權交易代碼:665254
傳真:0757-22386448
網站:www.shiyiwhcm.com
郵箱:thj@tenghongjie.com


官微訂閱號
官微服務號